




1、焊前准备
(1)根据板厚形式,采用机械加工、等离子孤切割或碳弧气刨等方法下料加工坡口,为了避免飞溅金属损伤,在使用碳弧气刨和开坡口和手工电弧焊接时,应在坡口两侧涂上石灰粉。
(2)坡口形式宜采用V 形坡口,要采用较小的焊接电流,这样可以防止不锈钢产生晶间腐蚀。
(3)为了满足接头具有相同的性能,应遵循“等成分”原则来选择焊接材料,同时要注意接头中的铁素体不能太多,这样是为了增强接头抗热裂纹和晶间腐蚀能力。
(4)应采用严格的定位焊,遵循“短而厚”、“点焊不焊透”的原则。










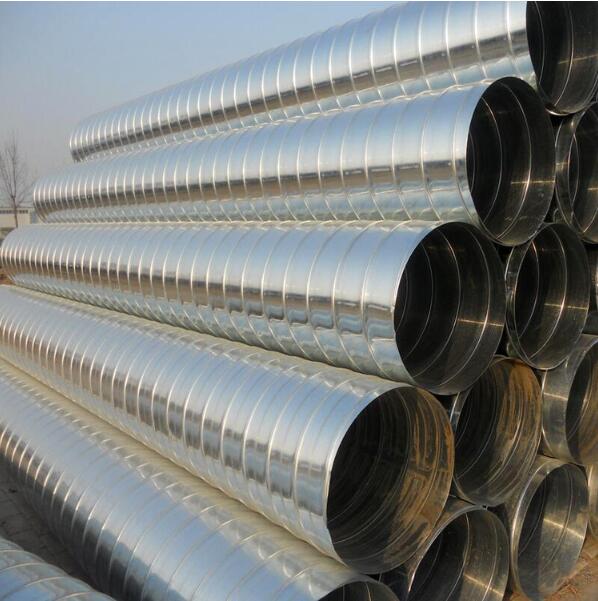
它可以通过螺旋风管输送,成本低,效果好。
螺旋管特性
经济:
答:根据规格,相同的管径和板厚减少10-15%。(主要材料成本降低10-15%)
B:在相同条件下,全尺寸辅助材料(悬挂键等)结果简单,数量少,辅助材料的安装成本降低30%。
C:与施工期间的矩形管相比,提升效率加倍。
D:在相同条件下,低速送风和排风可转换为高速送风和排气,系统设计可减少总风道,既节约又节省空间。
可能性:
 工业设备不但有很多主体工程,构造中还会继续应用到许多零部件,扩口式接头型号规格不一样的工业设备不一样的构造一部分冷扎电动风阀生产加工的零部件会有不一样,例如一些液压机械情况下应用到扩口式接头生产商这类零部件。就这类零部件的运用看来,也像许多其他的零部件一样,保证保证有关安装规定,在应用预期目标上才会有的保证。
工业设备不但有很多主体工程,构造中还会继续应用到许多零部件,扩口式接头型号规格不一样的工业设备不一样的构造一部分冷扎电动风阀生产加工的零部件会有不一样,例如一些液压机械情况下应用到扩口式接头生产商这类零部件。就这类零部件的运用看来,也像许多其他的零部件一样,保证保证有关安装规定,在应用预期目标上才会有的保证。
您好,欢迎莅临亚太,欢迎咨询...
 触屏版二维码 |





